

I see people drool over black PCBs, thinking they’re premium. This myth wastes money. Let’s uncover the truth about what really impacts quality.
Black PCBs don’t automatically indicate superior quality. Build quality depends entirely on manufacturing precision, material grades, and compliance with design specs—not solder mask color. I learned this after overpaying for a beautiful but faulty board.

Now we’ll dissect three critical questions to avoid aesthetic traps. You’ll learn practical insights I gained from board failures.
How do black PCBs differ from other colors? Are they difficult to manufacture?
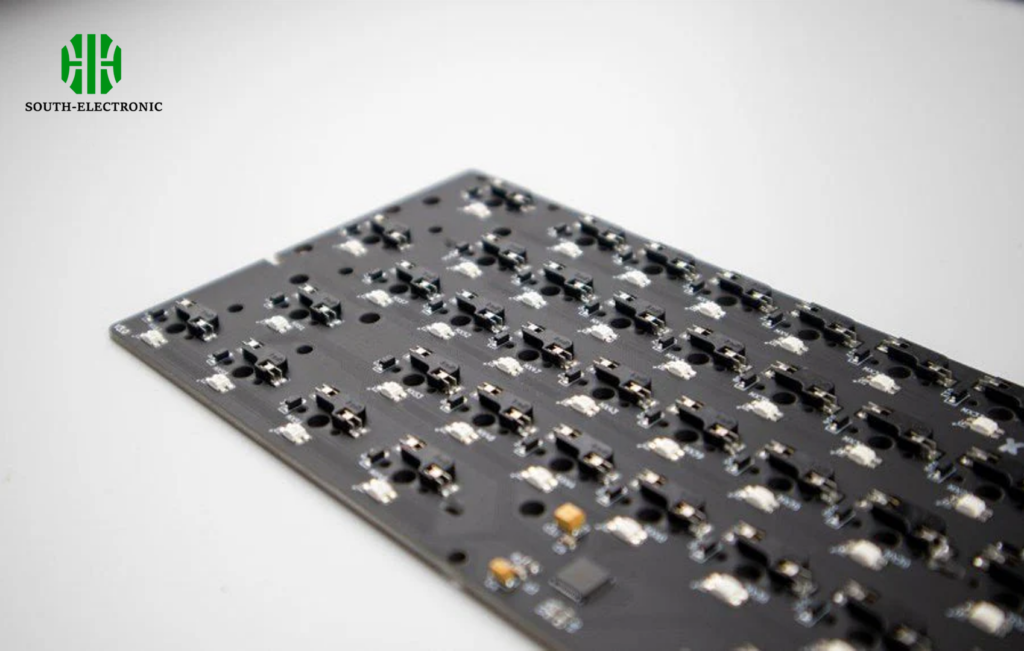
Notice how black PCBs seem sleeker? That appeal costs you. Manufacturers struggle with optical inspections on dark surfaces.
Black PCBs require specialized pigments and stricter process control. They show scratches visibly and have poorer contrast for repairs. Green boards remain industry standard for practical reasons.
Understanding the trade-offs
Black PCBs add complexity where it shouldn’t matter. I recall a project delayed weeks over resin inconsistencies invisible on black. Three key differences affect production:
| Aspect | Black PCBs | Other Colors |
|---|---|---|
| Inspection ease | Poor (traces hard to trace) | High (especially green) |
| Cost premium | 10-30% more | Baseline pricing |
| Heat absorption | Higher risk of hotspots | Lower thermal retention |
Reflective properties make black PCBs absorb more heat. This demands better cooling solutions. Dark pigments also hide defects like wispy solder bridges. Green solder masks show them instantly. Production requires slower printing passes for black. This increases defects per batch. My supplier charges 22% extra for reliable opaque coloring. Remember: difficulty doesn’t equal quality—just complications.
When is black PCB the right choice for your project?
Watching your prototype malfunction hurts. Choosing black for fashion rather than function guarantees this pain. Only use it for visual-driven projects.
Select black PCBs primarily for aesthetic presentations or branding needs. Avoid for prototypes and high-reliability systems needing thorough inspections.
Clear application guidelines
I used black boards only twice—for demo units investors saw. Follow this decision checklist:
| Use Case | Black PCB Suitable? | Reason |
|---|---|---|
| Trade show prototypes | Yes | Visual impact matters most |
| Medical devices | No | Inspection requirements too high |
| Consumer electronics | Maybe | Branding needs vs warranty service tradeoff |
| Cost-sensitive batches | No | Not worth 20% extra for invisible benefit |
One client insisted on black for dash cams. Nighttime heat cycling caused early delamination. Repair teams hated tracing copper layers. Balance aesthetics against three risks: slower debugging, reduced first-pass yield, and thermal management limits. LEDs and automotive interiors justify black. Your IoT sensor probably doesn’t.
What are the future trends in PCB colors?
Will colors stop distracting us? New materials focus on function over fashion. Transparent masks and smart materials lead innovation tomorrow.
Future PCBs won’t prioritize traditional colors. Advanced solder masks will enhance thermal performance and sustainability, not appearance.
The shift beyond cosmetic choices
Color symbolism fades as engineers prioritize specs. Three game-changing developments:
| Trend | Description | Expected Impact |
|---|---|---|
| Transparent bases | Glass-reinforced substrates showing traces | Easier layer diagnostics |
| Thermochromic coatings | Color-shifting when overheated | Instant hotspot detection |
| Biodegradable masks | Plant-based resins reducing e-waste toxicity | 40% lower environmental footprint |
At CES, I saw transparent boards highlighting component arrangement. New polymers change color if temperatures exceed thresholds. This replaces thermal cameras during tests. Sustainability pressures are killing flashy options too. Startups use mushroom-based masks I tested—their tan color confused designers. Future choices will reduce vanity decisions like black PCBs.
Conclusion
PCB quality depends strictly on materials and manufacturing—not color. Choose functionality over beauty unless branding demands it.

