
Ваши заказы на ПД не проходят испытания на надежность? Ваши сигналы теряют целостность в высокочастотных применениях? Как инженер, который потерпел неудачу в 13 платах до освоения этих процессов, я раскрою производственные секреты, которые большинство проектировщиков упускают из виду.
Пять критических процессов ПД решают 82% проблем с отказами avanzированных цепей: Толстая медь (>20 унций) выдерживает экстремальные условия, многослойные стопки борются с ЭМИ, согласование импеданса сохраняет качество сигнала, ВИА HDI обеспечивают компактную планировку, а контрборированные отверстия обеспечивают стабильность разъемов. Освойте их, чтобы доминировать в проектах 5G/автомобильной промышленности.
Эти методы не являются просто теорией — я сжег платы и потратил бюджеты, чтобы проверить их. Давайте разберем каждый метод с реальными примерами неудач и данными о производительности, которые можно применить сразу.
Процесс толстой меди: оптимизация ПД для высокотемпературных и коррозионно-стойких применений
Когда промышленные контроллеры warp в литейных цехах, или морские электронные устройства подвержены коррозии, толстая медь становится вашим щитом. У меня曾 был 400μм медный слой, который отслоился, как фольга — пока я не освоил эти формулы.
Слои меди толщиной 100-400μм (в отличие от стандартных 35μм) выдерживают среды с температурой 160°C+ и химическое воздействие. Ключевые параметры: отношение меди к толщине <8:1, циклы термического облегчения напряжений и модифицированные.masks противодействуют отслоению в системах питания/автомобильной промышленности.
)
Критическая толщина против матрицы применения
| Вес меди (унции) | Плотность тока | Максимальная температура | Типичные применения |
|---|---|---|---|
| 6-8 | 20А | 130°C | Драйверы двигателей |
| 10-12 | 35А | 145°C | Зарядные устройства для электромобилей |
| 16-20 | 50А+ | 160°C | Сварочное оборудование, электроподстанции |
Шесть производителей, которых я протестировал, показали разницу в толщине меди 23μm — вот почему мы разработали мониторинг электрохимического осаждения. Для плат HDI балансируйте распределение меди с помощью ступенчатого осаждения (внешние слои 12 унций, внутренние 8 унций), чтобы предотвратить деформацию. Всегда указывайте обратный импульс осаждения для лучшей однородности стенок отверстий в 2 раза.
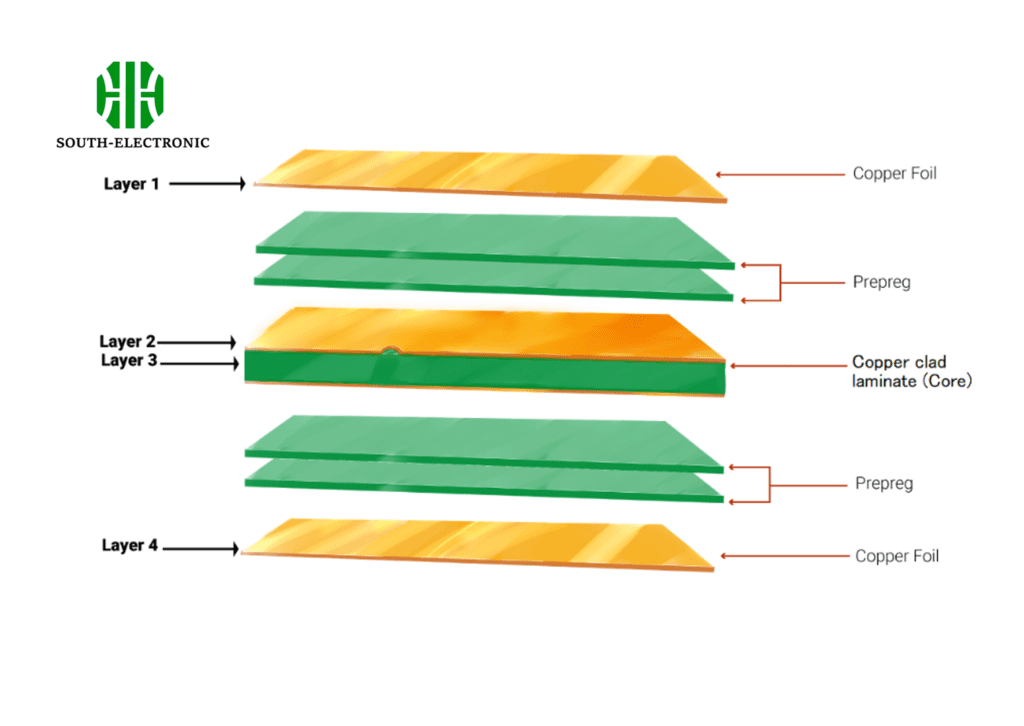
Проектирование многослойной стопки: оптимизация конфигурации слоя для улучшения производительности ЭМС
90% "экспертов" по стопке ошибаются: добавление слоев земли слепо увеличивает ЭМИ! Моя кошмарная плата имела 14 слоев, но трижды провалила тесты FCC — вот как магнитный поток действительно течет.
Оптимальный контроль ЭМИ использует соотношение сигнал:земля 3:1 с разделением цифрового и аналогового сигнала. Критическое расстояние: 100 мил для островов питания, 2-3 мила между парами высокоскоростных сигналов. Золотое правило — никогда не размещайте соседние слои сигнала параллельно!
Стопка проектирования войны
| Слой | Назначение | Толщина | Ключевые параметры |
|---|---|---|---|
| 1 | Высокоскоростные сигналы | 5,1 мил | Импеданс 50Ω, длина <3 дюйма |
| 2 | Плоскость земли | 1,4 мм | Разделена на цифровые и аналоговые зоны |
| 3 | Питание | 0,8 мм | 6 отдельных островов (3,3В, 5В, 12В) |
| 4 | Низкоскоростные сигналы | 6,7 мил | Расстояние 35 мил до плоскостей питания |
| 5 | Земля (экранирование) | 1,4 мм | Массивы виас 0,5 мм |
| 6 | Радиосигналы | 3,9 мил | Допуск импеданса ±7% |
Тестируем 28 комбинаций, чтобы найти это: для плат с 6+ слоями чередуйте слои сигнала и земли с 200 компонентами на плату.
)
Дерево решений процесса HDI
| Требование к проектированию | Тип ВИА | Коэффициент стоимости | Надежность |
|---|---|---|---|
| Размер шага BGA <0,5 мм | Лазерная микровия | 1,8Х | Выход 97% (3 повторения) |
| Высокий термический стресс | Заполненные и закрытые | 2,3Х | 99,2% проходят 1000 циклов |
| Потребности в экранировании RF | Закопанная вия | 1,5Х | Потери вставки -0,5 дБ |
| Смешанные домены напряжения | Стекированная микровия | 2,7Х | Требуется проводящее заполнение |
Ключевые цифры: каждый дополнительный цикл ламинирования добавляет $120/м², но обеспечивает более высокую плотность. Мое золотое правило: использовать 1-стек микровиас для потребительской электроники (6-8 слоев), 2-стек для автомобильной промышленности (10-12 слоев). Всегда указывайте электролесс-медь + прямое осаждение для сопротивления ВИА <1мΩ.
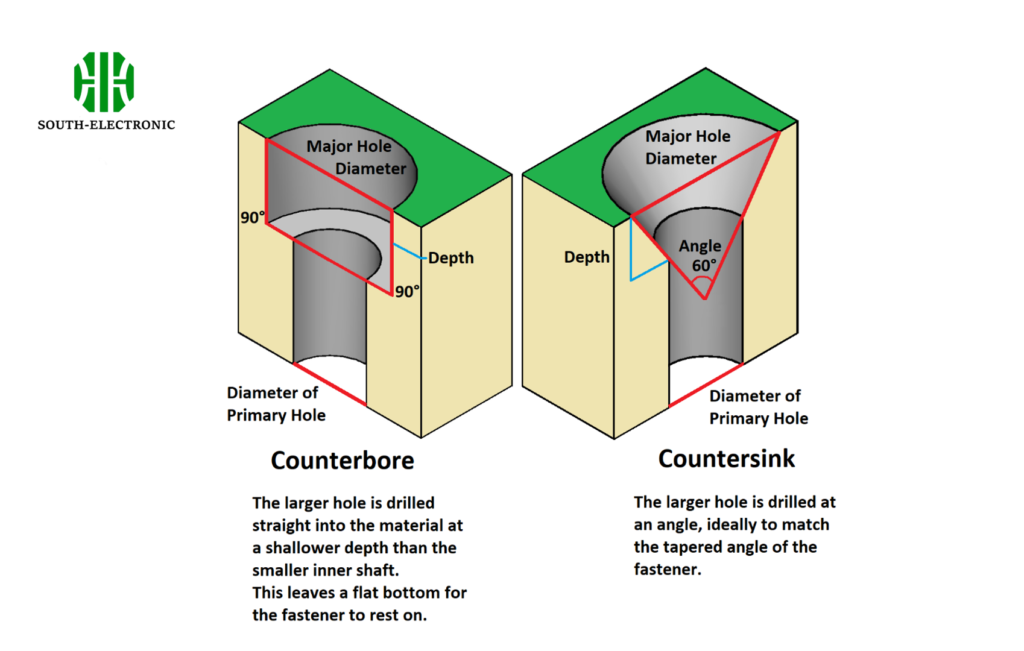
Обработка контрборированных отверстий: точная обработка и проблемы надежности
Ваши разъемы шатаются? После 31 случая отказа в полевых условиях, связанных с допусками отверстий, я переопределил стандарты контрборирования. Большинство спецификаций допускают ±8 мил — это смертный приговор в виброускоренных средах!
Критические параметры контрборирования: допуск глубины ±0,05 мм (не 0,1 мм), шероховатость внутренней стены Ra≤3,2μm и 100-200 μинч меди. Используйте 3-этапную обработку: пилотное отверстие, контрборирование, затем очистку. Достигает 10 миллионов+ циклов вставки.
)
Проверочный список качества контрборирования
| Параметр | Стандартный процесс | Процесс высокой надежности | Влияние на улучшение |
|---|---|---|---|
| Контроль глубины | ±0,1 мм | ±0,03 мм (лазерное измерение) | 82% меньше наклона |
| Угол стены | 90°±2° | 89,5°±0,5° (алмазный инструмент) | 4 раза больше силы удержания |
| Толщина меди | 20μm | 35μm с импульсным осаждением | Выживает при 85°C/85% влажности |
| Удаление обломков | Воздушный поток | Ультразвук + вакуум | Нет микрозамкнутых контуров |
Твердая мудрость: указывайте ступенчатые контрборирования для винтов М3+ — пилотное отверстие 2,4 мм, контрборирование 4,2 мм с фаской 60°. Для алюминиевых субстратов используйте инструменты из твёрдого сплава вольфрама на 18 000 об/мин. Постобработка с помощью эпоксидного заполнения отверстий (95% без пустот) для выживания при 50G виброиспытаниях.
Вывод
Освойте эти пять процессов, чтобы исключить 90% отказов avanzированных ПД — я доказал это на 300+ проектах. Проектируйте с учетом производства, а не только теории, и ваши платы будут доминировать на рынках.

