

Когда вы работаете с поверхностями из олова, многие DIY-специалисты боятся повредить металл. Низкая температура плавления олова создает уникальные проблемы. Однако с правильным контролем температуры и подготовкой поверхности успешная пайка олова не только возможна, но и является ценным навыком ремонта, который стоит освоить.
Да, вы можете безопасно паять олово, используя эти методы: 1) Используйте термоконтролируемые паяльники ниже 300°C 2) Тщательно очистите поверхности перед соединением 3) Нанесите флюс, чтобы обеспечить правильное сцепление. Этот метод работает для ремонта предметов из олова, электроники и рукоделия без плавления базовых материалов.
Понимание уникальных свойств олова помогает предотвратить общие неисправности. Давайте разберемся в необходимых знаниях и техниках для эффективной пайки олова.
Что такое пайка и как работает пайка олова?
Горящие провода и беспорядочные соединения часто раздражают начинающих пайщиков. Пайка создает постоянные электрические/механические связи между металлами с помощью расплавленного материала заполнителя (пайки) при температурах ниже 450°C.
Пайка соединяет материалы без их плавления путем: 1) Нагрева поверхностей до 180-300°C 2) Нанесения флюса для удаления оксидов 3) Прокачки пайочного сплава (олово-свинец или олово-медь) в соединение через капиллярное действие, создавая металлические связи при затвердевании.
)
Физика успешной пайки олова
Понимание этих трех основных принципов улучшает результаты:
| Ключевой фактор | Роль в пайке олова | Оптимальный диапазон |
|---|---|---|
| Теплоемкость[^3] | Поддерживает рабочую температуру | 200-280°C для поверхностей олова |
| Энергия поверхности | Определяет поток пайки | Чистые поверхности: 60% олова в пайке |
Проводимость олова требует быстрого передачи тепла. Используйте паяльные наконечники, соответствующие размеру вашего проекта - небольшие конические наконечники для электроники, более широкие наконечники-шестерни для листового металла. Температура жидкого состояния пайки (когда она расплавлена) должна оставаться ниже температуры плавления олова 232°C.
Какие инструменты и материалы для пайки олова являются необходимыми?
Новички часто хватают случайные инструменты, что приводит к незавершенным соединениям. Эти пять необходимых инструментов обеспечивают успешную пайку олова:
Необходимые инструменты: 1) Регулируемый паяльник с температурой (15-60Вт)[^4] 2) Пайка с сердцевиной из смолы (0,5-1,0 мм)[^5] 3) Ручка или жидкий флюс[^6] 4) Очиститель наконечника из латунной шерсти 5) Термостойкая рабочая поверхность. Необязательно: Инструмент "третья рука", экстрактор дыма.
)
Руководство по совместимости материалов
Выбирайте материалы мудро для различных применений олова:
| Тип проекта | Рекомендуемая пайка | Тип флюса | Размер наконечника |
|---|---|---|---|
| Ремонт электроники | 63/37 Олово-свинец (0,3 мм) | Жидкий флюс без очистки | 0,8 мм конический |
| Ремесла из олова | Свинецо-свободный Sn99Cu1 (1,0 мм) | Паста из смолы | 2,4 мм шестерня |
| Ремонт трубопроводов | 95/5 Олово-сурьма (1,5 мм) | Кислотный жидкий флюс | 4,0 мм клин |
Свинецо-свободные пайки требуют более высоких температур (220-250°C). Для хрупких поверхностей олова используйте пайку с содержанием 2-3% серебра, чтобы снизить температуру плавления. Всегда выбирайте тип флюса в соответствии с вашей пайкой - смолу для электроники, кислотный для металлов.
Как правильно использовать пайку олова шаг за шагом?
Отпечатки от ожогов и холодные соединения часто возникают из-за неправильной техники. Следуйте этому 7-шаговому процессу:
Ключевые шаги: 1) Очистите поверхности 2) Нанесите флюс 3) Нагрейте соединение 4) Нанесите пайку 5) Охладите естественным образом 6) Очистите остатки 7) Осмотрите. Поддерживайте угол 45° между паяльником и поверхностями, нагревая обе детали равномерно.
)
Контроль температуры и времени
Освойте термическое управление с помощью этих рекомендаций:
| Толщина материала | Температура паяльника | Время контакта | Количество пайки |
|---|---|---|---|
| 0,1-0,5 мм (фольга) | 200°C | 1-2 секунды | 5 мм длины |
| 0,6-1,5 мм (листы) | 240°C | 3-5 секунд | 8 мм длины |
| 2,0 мм+ (структурный) | 280°C | 6-8 секунд | 15 мм длины |
Перегрев (>300°C) вызывает деформацию олова. Для больших поверхностей используйте теплоотводы (зажимы-аллигаторы) на невязких участках. Дайте соединениям охладиться естественным образом - дутье ускоряет охлаждение, но создает хрупкие соединения.
Какие общие ошибки при использовании пайки олова?
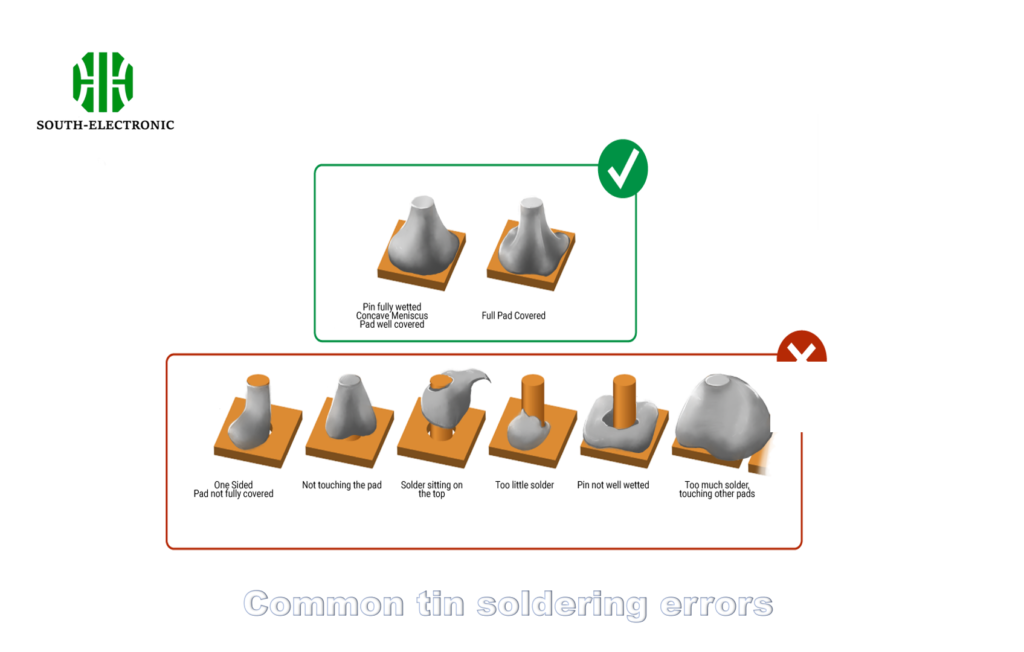
Трещины в соединениях и холодные соединения раскрывают ошибки техники. Смотрите за этими распространенными ошибками:
Топ 5 ошибок: 1) Перегрев базового материала 2) Недостаточное количество флюса 3) Движение во время охлаждения 4) Неправильный тип пайки 5) Плохая подготовка поверхности. Эти ошибки составляют 80% неисправностей пайки в проектах с оловом[^7].
)
Анализ и решение неисправностей
Диагностируйте и исправьте общие проблемы:
| Проблема | Вероятная причина | Решение |
|---|---|---|
| Пятнистые соединения | Окисленные поверхности | Используйте больше флюса, очистите песком |
| Шарики пайки | Загрязненный кончик | Очистите кончик латунной шерстью |
| Холодное соединение | Недостаточное тепло | Увеличьте температуру на 20°C |
| Деформация олова | Продолжительное нагревание | Используйте теплоотводы, работайте быстрее |
| Плохое сцепление | Неправильный сплав пайки | Переключитесь на пайку с более высоким содержанием олова |
Используйте изопропиловый спирт (90%+) для окончательной очистки. Храните предметы из олова в сухих условиях - остаточный флюс притягивает влагу, вызывая коррозию со временем.
Как обращаться с пайкой олова безопасно?
Белый дым от пайки и случайные ожоги представляют реальные риски. Реализуйте эти меры безопасности:
Необходимые предосторожности: 1) Используйте экстрактор дыма 2) Носите защитные очки 3) Держите горючие материалы подальше 4) Мойте руки после обращения с пайкой 5) Закрепляйте рабочие детали, чтобы предотвратить скольжение.
)
[^1]: Изучите эту ссылку, чтобы понять, как контроль температуры может улучшить ваши навыки пайки и предотвратить повреждение поверхностей олова.
[^2]: Узнайте, почему флюс важен для получения сильных соединений пайки и предотвращения окисления во время процесса пайки.
[^3]: Откройте для себя значение тепловой емкости в пайке и как она может улучшить ваши результаты пайки.
[^4]: Изучите эту ссылку, чтобы найти лучшие паяльники с регулируемой температурой, которые обеспечивают точность и легкость для начинающих.
[^5]: Узнайте о преимуществах пайки с сердцевиной из смолы и почему она необходима для надежных электрических соединений.
[^6]: Откройте для себя, как ручка или жидкий флюс может улучшить ваш опыт пайки и повысить качество соединения.
[^7]: Понимание причин неисправностей пайки может помочь вам избежать ошибок и улучшить ваши навыки пайки.
Матрица предотвращения опасностей
Решите конкретные риски систематически:
| Фактор риска | Метод предотвращения | Экстренный ответ |
|---|---|---|
| Воздействие свинца | Используйте свинецо-свободную пайку | Тщательно мойте руки |
| Травмы глаз | Щиток из поликарбоната для лица | Доступ к станции для промывания глаз |
| Опасность пожара | Огнестойкая подстилка | Держите огнетушитель CO2 рядом |
| Токсичные пары | Вентилятор для рабочего стола | Покиньте помещение, проветрите комнату |
| Ожоги | Silicone мат рабочей зоны | Охладите ожоги под водой 15°C |
Даже свинецо-свободная пайка[^8] производит оксид цинка. Работайте в хорошо проветриваемых помещениях и рассмотрите возможность использования поглотителя дыма с фильтрами HEPA/активированным углем.
Пайка олова vs другие методы соединения: почему выбрать ее?
Когда вы сталкиваетесь с задачами соединения металлов, многие упускают из виду уникальные преимущества пайки. Сравните ключевые характеристики:
Пайка превосходит в том, где: 1) Низкий вход тепла необходим 2) Требуется электрическая проводимость 3) Соединения можно обратить 4) Деликатные материалы. Она превосходит клей в проводимости и сварку в точности для тонкого олова.
)
Руководство по выбору метода
Выбирайте на основе требований проекта:
| Критерии | Пайка | Сварка | Клеи | Механические крепления |
|---|---|---|---|---|
| Толерантность к теплу | Низкая-Средняя | Высокая | Средняя | Высокая |
| Проводимость | Отличная | Отличная | Плохая | Переменная |
| Обратимость | Да | Нет | Нет | Да |
| Толщина материала | 0,1-3 мм | 1 мм+ | Все | Все |
| Требуемый навык | Средний | Высокий | Низкий | Низкий |
Для реставрации антикварного олова или электронных работ пайка сохраняет исходные материалы лучше, чем альтернативы. Она позволяет создавать точные, локализованные соединения без влияния на окружающие области.
Заключение
Освоение пайки олова требует контроля температуры, правильных материалов и техники - но обеспечивает надежные, проводящие соединения без компрометации хрупких поверхностей олова. Начните с небольших проектов, чтобы развить необходимые навыки безопасно.
[^1]: Изучите эту ссылку, чтобы понять, как контроль температуры может улучшить ваши навыки пайки и предотвратить повреждение поверхностей олова.
[^2]: Узнайте, почему флюс важен для получения сильных соединений пайки и предотвращения окисления во время процесса пайки.
[^3]: Откройте для себя значение тепловой емкости в пайке и как она может улучшить ваши результаты пайки.
[^4]: Изучите эту ссылку, чтобы найти лучшие паяльники с регулируемой температурой, которые обеспечивают точность и легкость для начинающих.
[^5]: Узнайте о преимуществах пайки с сердцевиной из смолы и почему она необходима для надежных электрических соединений.
[^6]: Откройте для себя, как ручка или жидкий флюс может улучшить ваш опыт пайки и повысить качество соединения.
[^7]: Понимание причин неисправностей пайки может помочь вам избежать ошибок и улучшить ваши навыки пайки.
[^8]: Изучите преимущества свинецо-свободной пайки, включая безопасность и экологические выгоды, чтобы улучшить ваши практики пайки.


