

Ever wondered почему смартфоны никогда не плавятся во время зарядки? Секрет заключается в хирургической точности поточного пайки[^1] — процессе, который я видел, как делает или ломает партии ПЛИС на 50 тысяч долларов. Этот невидимый термический танец определяет надежность каждого современного устройства.
Поточная пайка соединяет компоненты с ПЛИС, используя точно контролируемые тепловые фазы (предварительный нагрев/замачивание/пайка/охлаждение), превращая паяльную пасту в постоянные металлические соединения. Расширенные системы теперь используют среды на основе азота[^2], чтобы предотвратить окисление, достигая почти нулевого уровня дефектов в автомобильных и IoT-устройствах.
Хотя поточная пайка parece простой, ее химические сложности отделяют любительскую работу от военной электроники. Давайте разберем критические этапы, устранение распространенных неисправностей и исследование передовых IoT/5G-приложений.
5-этапный процесс поточной пайки разгадан
Смотрите, как новые инженеры паникуют, когда образуются шарики пайки — обычно из-за пропуска термического этапа замачивания[^3], который я строго соблюдаю в проектах аэрокосмической промышленности. Каждая фаза служит не обсуждаемым химическим целям:
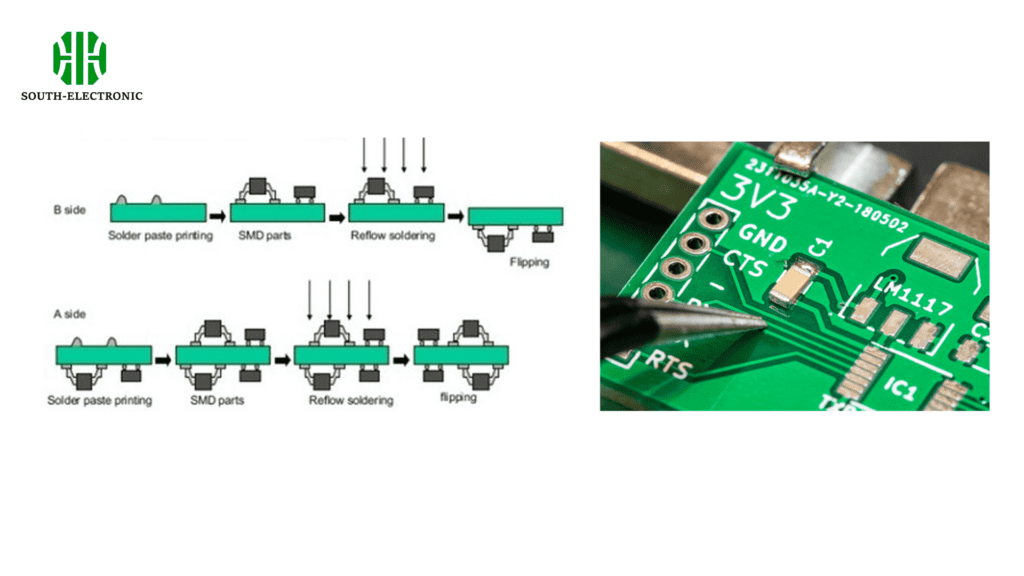
Процесс проходит: предварительный нагрев (20-100°C/сек) удаляет растворители, термическое замачивание (60-120 сек) активирует флюс, пайка (220-250°C) плавит частицы сплава, и контролируемое охлаждение (2-5°C/сек) создает прочные межметаллические связи. Современные системы добавляют продувку азотом, чтобы блокировать загрязнение кислородом.
Разбивка фаз с критическими параметрами
| Этап | Диапазон температур | Продолжительность | Ключевые химические реакции |
|---|---|---|---|
| Предварительный нагрев | 25°C→150°C | 2-3 мин | Исparing растворителей |
| Замачивание | 150°C→180°C | 60-90 сек | Активация флюса, термическое выравнивание |
| Пик пайки | 180°C→220°C | 45-60 сек | Спекание частиц сплава |
| Пик | 220°C→245°C | 40-50 сек | Полное образование межметаллических связей[^4] |
| Охлаждение | 245°C→50°C | 3-4 мин | Стабилизация микроструктуры |
Никогда не спешите с охлаждением — принудительное охлаждение с помощью воздушного потока создает хрупкие соединения, которые отказывают в тестах термического цикла. Я указываю программируемое жидкостное охлаждение[^5] для медицинских устройств, требующих надежности в течение 20 лет.
Почему термическое профилирование является сердцем успешной поточной пайки?
Когда партия автомобильных ЭБУ не прошла тестирование при -40°C, мы обнаружили, что пик профиля был на 8°C ниже — разница между надежными соединениями и скрытыми дефектами.
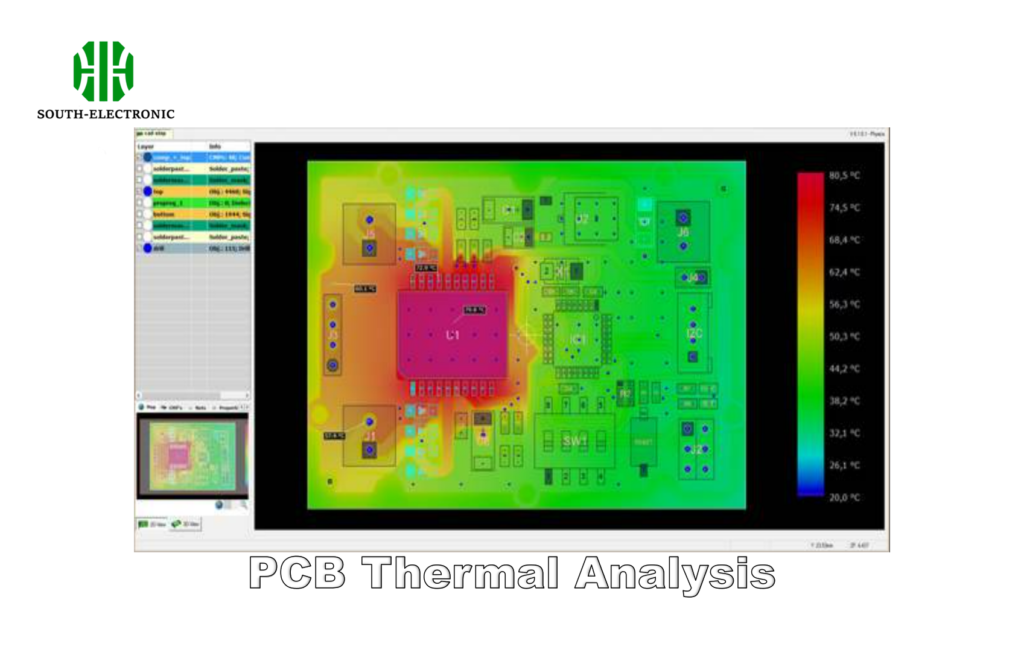
Термическое профилирование[^6] обеспечивает равномерное распределение тепла для активации флюса, плавления пайки и образования правильных межметаллических слоев. Расширенные системы теперь используют реальные ИК-датчики и ИИ для регулировки скорости конвейера на основе вариаций массы компонентов.
)
Ключевые параметры профиля по типу продукта
| Класс устройства | Время замачивания | Температура пика | Скорость охлаждения | Уровень азота |
|---|---|---|---|---|
| Потребительская ПЛИС | 70 сек | 235°C | 3°C/сек | <500 ppm O₂ |
| Автомобильная | 90 сек | 245°C | 2°C/сек | <100 ppm O₂ |
| Медицинская | 110 сек | 240°C | 1,5°C/сек | <50 ppm O₂ |
| Военная | 120 сек | 250°C | 2,5°C/сек | <20 ppm O₂ |
Всегда проверяйте профили с помощью термопар — ИК-датчики могут неправильно интерпретировать отражающие поверхности. Я регистрирую 3D-термические карты[^7] для критически важных плат.
Как диагностировать 7 распространенных дефектов поточной пайки?
В одном случае у клиента 30% плат имели дефекты типа "голова на подушке"[^8] — оказалось, что их влагочувствительные БГА[^9] поглощали влагу во время хранения. Простая упаковка под вакуумом решила их риск отзыва на 2 миллиона долларов.
Верхние дефекты: шарики пайки (слишком быстрый темп подъема), "каменные гробницы" (небалансированные подушки), полости (загрязненная пайка), холодные соединения (недостаточное время пика), мосты (чрезмерная пайка), "голова на подушке" (окисленные подушки), и гроздья (многократная пайка).
)
Матрица дефектов и тактика коррекции
| Режим неисправности | Визуальные признаки | Коренная причина | Корректирующее действие |
|---|---|---|---|
| Шарики пайки | Металлические шарики вокруг подушек | Быстрый предварительный нагрев | Уменьшить начальную скорость подъема <3°C/сек |
| "Каменные гробницы" | Вертикальные компоненты | Неравномерная термическая масса | Перепроектировать симметрию подушек |
| Полости | Рентгеновски видимые поры | Влага в пайке | Использовать хранилище с азотом |
| Холодные соединения | Тусклые зернистые поверхности | Температура пика слишком низкая | Увеличить до 245°C+ |
| Мосты | Пайка соединяет соседние выводы | Проблемы с выравниванием шаблона | Реализовать лазерные шаблоны |
| "Голова на подушке" | Разделение шарика/подушки | Окисление компонентов | Использовать пайку с флюсовым ядром |
| Гроздья | Сгруппированные шарики пайки | Многократная пайка | Ограничить до 2 циклов пайки |
Всегда поддерживайте контрольные карты для вязкости пайки и выравнивания шаблона — большинство дефектов связано с ошибками контроля процесса.
Будущее вашего процесса: адаптивная поточная пайка для IoT/5G-плат[^10]
Недавние модули антенн ммWave требовали гибридного подхода пара/поточной пайки[^11], который я разработал — традиционные методы не могли справиться с массивами с шагом 0,3 мм без деформации.
Следующее поколение поточной пайки сочетает зоны жидкостного охлаждения, обратные циклы AOI и прогностические коррекции с помощью ИИ. Для плат 5G FR2 мы тестируем лазерную локальную пайку[^12], чтобы защитить компоненты, чувствительные к температуре.
Сравнение появляющихся технологий
| Технология | Разрешение | Потребление энергии | Лучше всего для | Принятие в промышленности |
|---|---|---|---|---|
| Конвективная поточная пайка | ±5°C | 15 кВт | Стандартная СМТ | 85% рынка |
| Паровая фаза | ±1,5°C | 8 кВт | Платы с высокой плотностью | Растет в медицинской промышленности |
| Локальная лазерная | ±0,3°C | 3 кВт | Сборки из сплавов | Фаза исследований |
| Индукционное нагрев | ±2°C | 12 кВт | Толстые платы | Автомобильные испытания |
| Резистивное нагрев | ±4°C | 10 кВт | Дешевые потребительские | Выход из строя |
Учитывайте модульные системы — наш гибридный конвейер обрабатывает все, от гибких плат до керамических подложек, без затрат на переоборудование.
Заключение
Освоение поточной пайки требует понимания металлургических превращений, а не только настроек печи. С помощью термического профилирования и стратегий предотвращения дефектов производители достигают выхода на уровень Six Sigma — даже в передовых приложениях 5G/IoT.
[^1]: Понимание поточной пайки имеет решающее значение для всех, кто интересуется производством электроники. Этот ресурс предоставит глубокие знания о процессе.
[^2]: Среды на основе азота являются ключом к достижению высококачественных паяных соединений. Узнайте, как они предотвращают окисление и повышают надежность.
[^3]: Этап термического замачивания имеет решающее значение для обеспечения качества пайки. Изучите эту ссылку, чтобы узнать, почему пропуск этого этапа может привести к неисправностям.
[^4]: Межметаллические связи имеют решающее значение для прочных паяных соединений. Узнайте больше об их образовании и влиянии на надежность электроники.
[^5]: Программируемое жидкостное охлаждение может значительно повысить надежность медицинских устройств. Узнайте о его преимуществах и применении в этой информативной ссылке.
[^6]: Понимание термического профилирования имеет решающее значение для обеспечения надежных паяных соединений в производстве электроники. Изучите этот ресурс, чтобы повысить свои знания.
[^7]: Изучите важность 3D-термических карт для точной диагностики и улучшения производительности плат.
[^8]: Понимание дефектов типа "голова на подушке" может помочь вам предотвратить дорогостоящие отзывы и повысить качество продукции.
[^9]: Узнайте о влагочувствительных БГА, чтобы улучшить проектирование плат и избежать проблем с надежностью.
[^10]: Изучите эту ссылку, чтобы понять, как адаптивные методы поточной пайки революционизируют производство плат для IoT и 5G-применений.
[^11]: Узнайте о инновационном гибридном подходе пара/поточной пайки, который решает проблемы в сборке плат с высокой плотностью.
[^12]: Узнайте о преимуществах лазерной локальной пайки в защите компонентов, чувствительных к температуре, во время сборки плат.

