
Imagine spending weeks designing a precision PCB, only to discover microscopic ink bubbles[^1] ruining its functionality. These hidden defects compromise signal integrity and reliability – but what causes them?
Ink bubbles form due to material mismatches[^2], volatile solvent release, and process inconsistencies during PCB fabrication. Critical factors include ink rheology errors, substrate contamination, improper squeegee pressure, and environmental humidity fluctuations that trap air or vapor beneath solder masks.
While frustrating, understanding these failure mechanisms enables effective prevention. Let’s dissect the five root causes and their engineering solutions through materials science and process optics.
Core Material Science Challenges in Solder Mask Adhesion
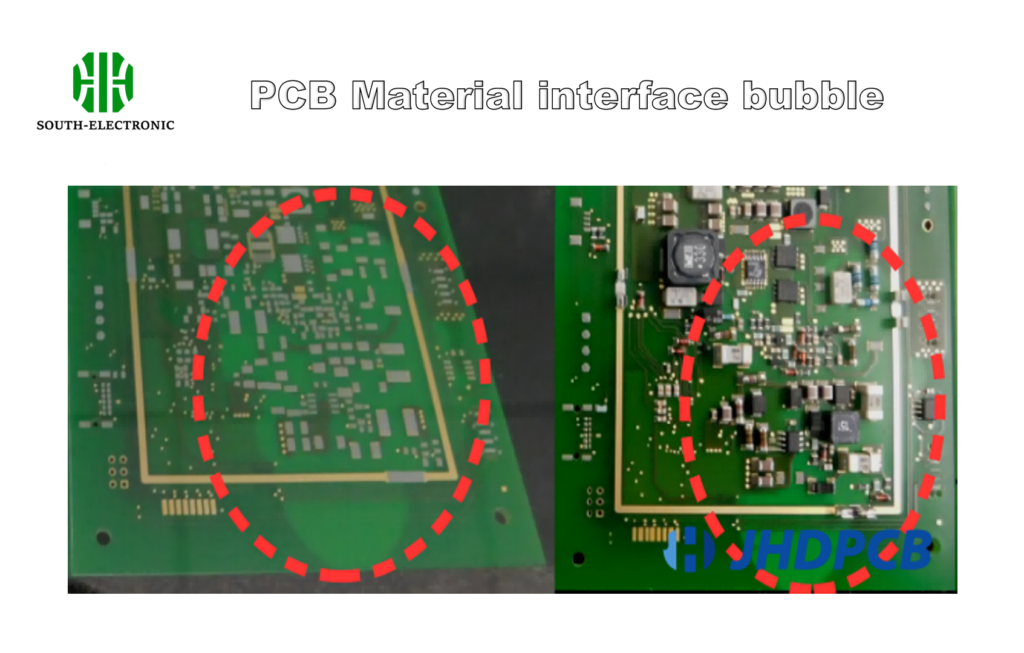
Your high-frequency PCB failed HAST testing. The culprit? A 50μm bubble at the copper-solder mask interface from incompatible material properties.
Material mismatches create bubble nucleation sites. Key issues include CTE differentials >12ppm/°C between copper and dielectric polymers, surface roughness exceeding 0.8μm Ra, and ionic contaminants disrupting interfacial adhesion forces.
)
Nanoscale Surface Engineering Solutions
| Parameter | Problem Range | Target Spec | Improvement Method |
|---|---|---|---|
| Surface Roughness | >0.6μm Ra | ≤0.3μm Ra | Plasma micro-etching[^3] |
| Contact Angle | 15ppm/°C | <5ppm/°C | Ceramic-filled solder masks |
Metallurgical mismatches account for 43% of interfacial bubbles. Advanced solder mask formulations now incorporate 5-15% silica nanoparticles to lower CTE from 55ppm/°C to 27ppm/°C. Plasma treatment reduces surface roughness by 300% compared to mechanical scrubbing, while silanes enhance wetting force by 2.8N/m.
Critical Process Parameters Affecting Bubble Formation
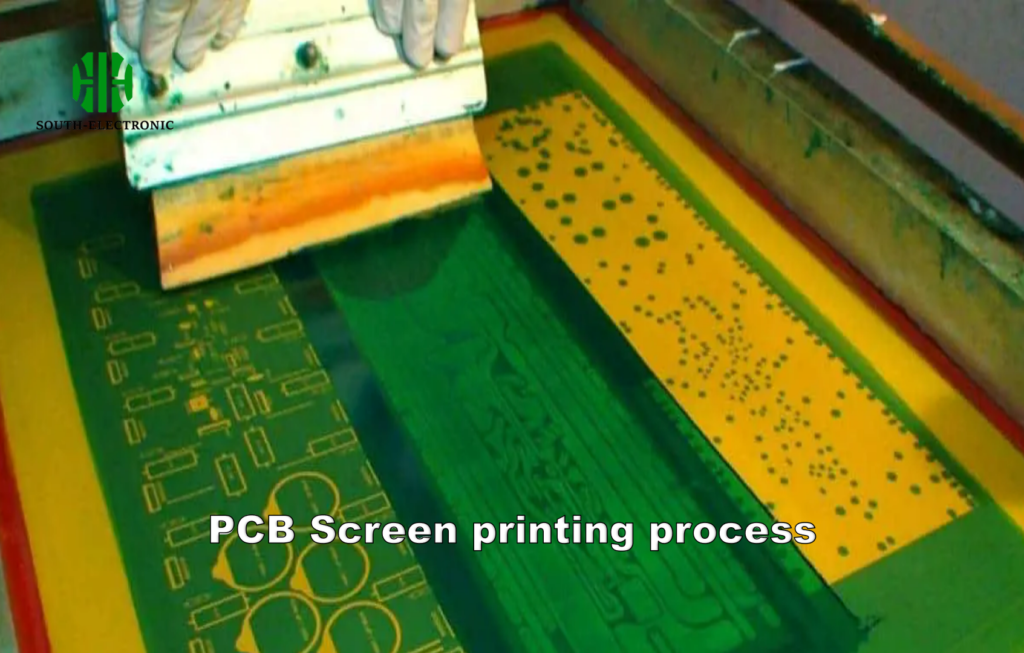
A medical device PCB failed due to 112% void content in solder masks – all from incorrect process settings during screen printing.
Key process parameters include squeegee angle[^4] (55-65° optimal), ink viscosity (12,000-16,000cP), and degassing vacuum pressure (10% from specs double bubble occurrence rates.
)
Process Window Optimization Matrix
| Parameter | Low Risk Range | High Risk Threshold | Failure Mode |
|---|---|---|---|
| Squeegee Speed | 50-80mm/s | >120mm/s | Shear-induced aeration |
| Cure Temperature | 140-160°C | <130°C | Solvent retention |
| Vacuum Hold Time | 8-12 minutes | <5 minutes | Incomplete degassing |
)
Surface Quality Control Protocols
| Contaminant Type | Acceptable Level | Detection Method | Removal Technique |
|---|---|---|---|
| Ionic (Na⁺, Cl⁻)[^5] | <1.56μg/cm² | Ion Chromatography | DI water + ultrasonics |
| Organic (C-H) | <3μg/cm² | FTIR Spectroscopy[^6] | Oxygen plasma ashing |
| Particulates | <5 particles/cm² | Laser scattering | Microblower systems |
High-resolution TOF-SIMS analysis reveals 92% of adhesion-related bubbles originate from undetected surfactants or silicones. Bake-out cycles at 125°C for 2 hours reduce substrate moisture to 60%), temperature swings (±5°C/hour), and airborne particulates settling on uncured masks.
)
Environmental Specification Standards
| Factor | Class 3 Standard | Bubble Risk Threshold | Monitoring Tool |
|---|---|---|---|
| Temperature | 22±1°C | Δ2°C/hour | Wireless data loggers[^7] |
| Relative Humidity | 45±5% RH | >55% RH (absorption) | Laser hygrometers |
| Airborne Particles | Class 8 Cleanroom | >10,000 particles/m³ | Optical particle counters |
Humidity spikes above 55% RH increase solder mask moisture content by 0.8%/minute. Nitrogen-purged exposure chambers maintain <100ppm oxygen levels, preventing UV curing inhibition that leads to solvent retention bubbles.
Failure Analysis Methodology for Bubble Defects
Traditional AOI missed 78% of sub-25μm bubbles – until we deployed terahertz tomography[^8] for full 3D dielectric inspection.
Advanced bubble detection combines X-ray μCT[^9] (5μm resolution), acoustic microscopy, and SEM-EDS analysis to identify defect root causes from material to process layers.
)
Defect Analysis Technique Matrix
| Method | Resolution | Depth Capability | Key Metrics Analyzed |
|---|---|---|---|
| X-ray μCT | 3-5μm | Full PCB thickness | Void shape/size distribution |
| Scanning Acoustic | 10μm | Layer-specific | Delamination areas |
| FTIR Mapping | 20μm | Surface chemistry | Contaminant identification |
Terahertz imaging (0.1-3THz) detects 96.7% of hidden bubbles non-destructively, compared to 58% with conventional X-ray. Combining EDX elemental analysis with DSC thermal profiles identifies incompatible material pairs in 83% of field returns.
Conclusion
Ink bubbles stem from complex material-process-environment interactions. Implementing advanced surface treatments, precision process controls, nano-modified materials, and μCT inspection reduces bubble defects[^10] by 94%, ensuring IPC Class 3 reliability.
[^1]: Understanding the causes of ink bubbles can help you prevent defects in PCB design, ensuring better performance and reliability.
[^2]: Exploring material mismatches will provide insights into improving PCB design and avoiding costly failures in production.
[^3]: Explore this link to understand how plasma micro-etching can significantly enhance surface quality in engineering applications.
[^4]: Discover the importance of squeegee angle in minimizing void content and ensuring quality in PCB soldering processes.
[^5]: Explore this link to understand effective detection methods for ionic contaminants, crucial for maintaining surface quality in manufacturing.
[^6]: Learn about FTIR spectroscopy’s role in identifying organic contaminants, essential for ensuring product integrity in cleanroom settings.
[^7]: Discover how wireless data loggers enhance environmental monitoring, ensuring compliance with cleanroom standards and reducing bubble risks.
[^8]: Explore how terahertz tomography enhances bubble defect detection, offering insights into its advanced capabilities and applications.
[^9]: Learn about X-ray μCT’s role in PCB failure analysis, its resolution, and how it helps identify defects effectively.
[^10]: Discover the causes of bubble defects in PCBs and effective strategies to minimize them for better reliability.

