

Видеть коробление печатной платы пугает. Ваша дорогостоящая плата изгибается, угрожая целым узлам. Но не паникуйте. Существуют методы тестирования, позволяющие диагностировать коробление на ранней стадии.
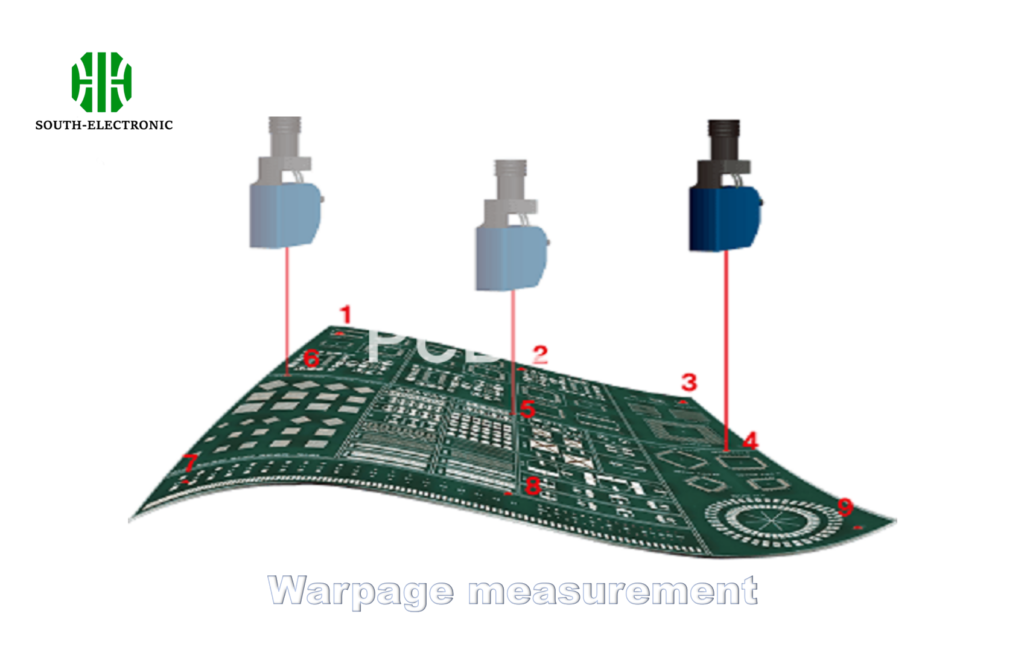
Мы проверяем коробление печатной платы с помощью щупов, высотомеров или оптических профилометров. Стандарт IPC-TM-650 2.4.22 рассчитывает коробление как максимальное отклонение, деленное на длину диагонали печатной платы. Для собранных плат лучше всего подходят цифровая корреляция изображений и автоматизированный оптический контроль. Регулярное тестирование экономит деньги и предотвращает брак сборки.
Теперь вы знаете, как проверить коробление. Но что происходит, когда тесты выявляют погнутые платы? Можно ли восстановить поврежденные печатные платы? Какие производственные приемы это предотвращают? И почему плоскостность вообще важна? Давайте рассмотрим это подробнее.
Можно ли отремонтировать или спасти покоробленные печатные платы при возникновении коробления?
Покоробленная плата воспринимается как катастрофа. Ваш проект мгновенно останавливается. Нависают производственные задержки. Дорогостоящие замены кажутся неизбежными.
Иногда покоробленные печатные платы можно исправить. В лёгких случаях может потребоваться механическая прессовка или термическая доработка. Возможности восстановления уменьшаются по мере усиления коробления. В тяжёлых случаях плата обычно выбрасывается.
Спасение покоробленных печатных плат
| Степень коробления | Возможность | Распространённые методы | Процент успеха |
|---|---|---|---|
| Незначительное (0,75%) | Среднее | Термическое перепрессовывание | 50-70% |
| Сильно (>1,5%) | Низкое | Только восстановление компонентов | <5% |
Устранение коробления зависит от трёх ключевых факторов. Во-первых, мы учитываем степень повреждения. Незначительное коробление менее 0,75% часто устраняется методом холодного прессования. Платы помещаются под утяжелённые плиты на 24-48 часов. Этот метод эффективен, но требует времени.
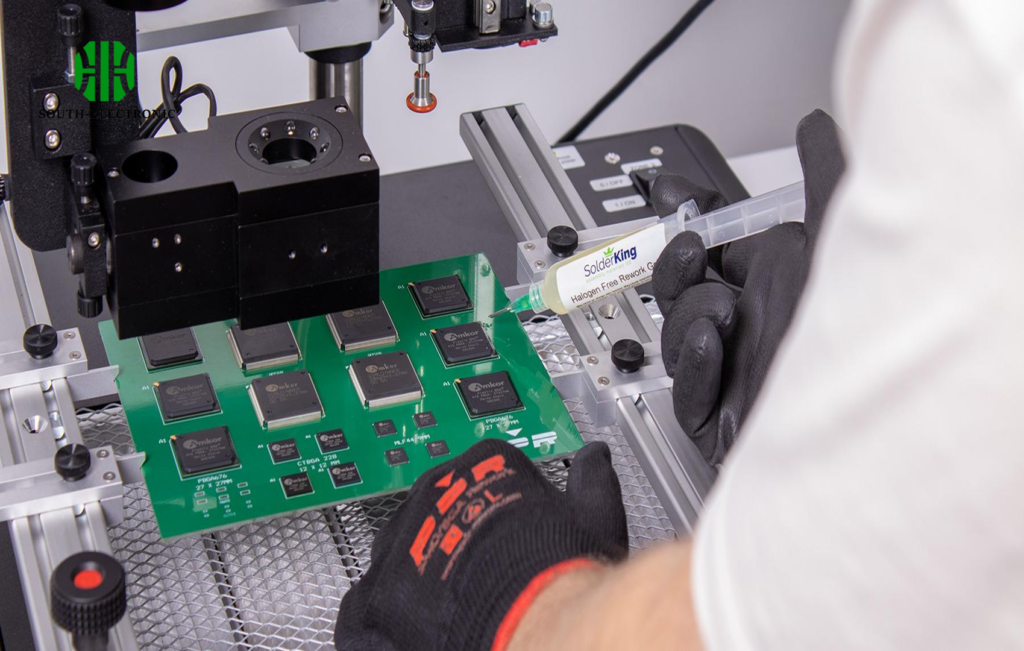
Умеренное коробление требует термического воздействия. Мы осторожно нагреваем платы в ремонтных печах. Специальные приспособления оказывают давление во время нагрева. Соблюдайте осторожность. Некоторые компоненты могут быть повреждены нагревом. Вероятность успеха варьируется.
В тяжёлых случаях обычно подразумевается утилизация. Сначала мы удаляем детали, пригодные для восстановления, такие как микросхемы. Но сама плата выбрасывается. Профилактика всегда лучше ремонта. Тестирование на протяжении всего производства помогает выявить проблемы на ранней стадии.
Каковы производственные тактики борьбы с короблением печатных плат (рекомендуемые практики)?
Коробление возникает в процессе производства. Компоненты смещаются. Паяные соединения трескаются. Финальное тестирование выявляет погнутые платы.
Мы предотвращаем коробление благодаря интеллектуальному производству. Ключевые тактики включают симметричное расположение компонентов и сбалансированное распределение медных слоёв. Контролируемые циклы ламинирования снижают напряжение. Выбор материала также имеет большое значение.
Проверенные методы предотвращения коробления
| Этап производства | Рекомендации | Преимущества | Внедрение |
|---|---|---|---|
| Выбор материала | Ламинаты с низким КТР | Уменьшение подвижек | Использование материалов с содержанием меди <16 ppm/C |
| Балансировка меди | Симметричное распределение | Равномерное натяжение | Баланс слоев ±10% |
| Управление ламинированием | Медленное изменение температуры | Меньше внутренних напряжений | Нагрев 2-3°C/мин |
| Пост-отверждение | Снятие напряжений | Размерная стабильность | 150°C в течение 4 часов |
Предотвращение коробления, начиная с материалов. Мы выбираем ламинаты с низким коэффициентом теплового расширения. Хорошие материалы меньше расширяются при нагреве. Это обеспечивает стабильность плат во время сборки.
Распределение меди требует тщательного проектирования. Мы симметрично балансируем медные слои. Неравномерное распределение слоев создает напряжение при нагреве. Наше программное обеспечение CAM автоматически проверяет это.
Управление ламинированием решает проблемы прессования. Станки должны нагревать платы медленно. Резкие перепады температуры создают напряжения. Наш пресс использует плавные профили. Это обеспечивает равномерный поток смолы.
Мы спекаем платы после изготовления. Охлаждающие печи работают в точных циклах. Медленное изменение температуры предотвращает коробление. Печи также оснащены специальными держателями для более крупных панелей. Наконец, автоматизированное тестирование проверяет каждую партию.
Почему успех сборки зависит не только от коробления печатной платы, но и от плоскостности?
Некачественная сборка снижает качество продукции. Неправильно установленные компоненты приводят к коротким замыканиям. Некачественные паяные соединения впоследствии трескаются. Неисправности на производстве увеличивают возвраты и наносят ущерб репутации.
Плоскостность обеспечивает точность сборки. Роботам-перехватчикам нужны ровные поверхности. Паяльные системы требуют равномерного распределения тепла. Проблемы с вибрацией усугубляются при деформировании плат.
Риски при сборке, вызванные короблением
| Этап сборки | Требования к плоскостности | Последствия | Метод обнаружения |
|---|---|---|---|
| Паяльная паста | Отклонение <0,1 мм | Неравномерное покрытие | Показатели качества SPI |
| Размещение компонентов | Допуск <0,05 мм | Несоосность | Отчёты о положении AOI |
| Пайка оплавлением | Предел коробления <0,2% | Открытые соединения | Рентген после оплавления |
| Функциональный тест | Монтаж на плоскость | Ложные отказы | Проверка оснастки ICT |
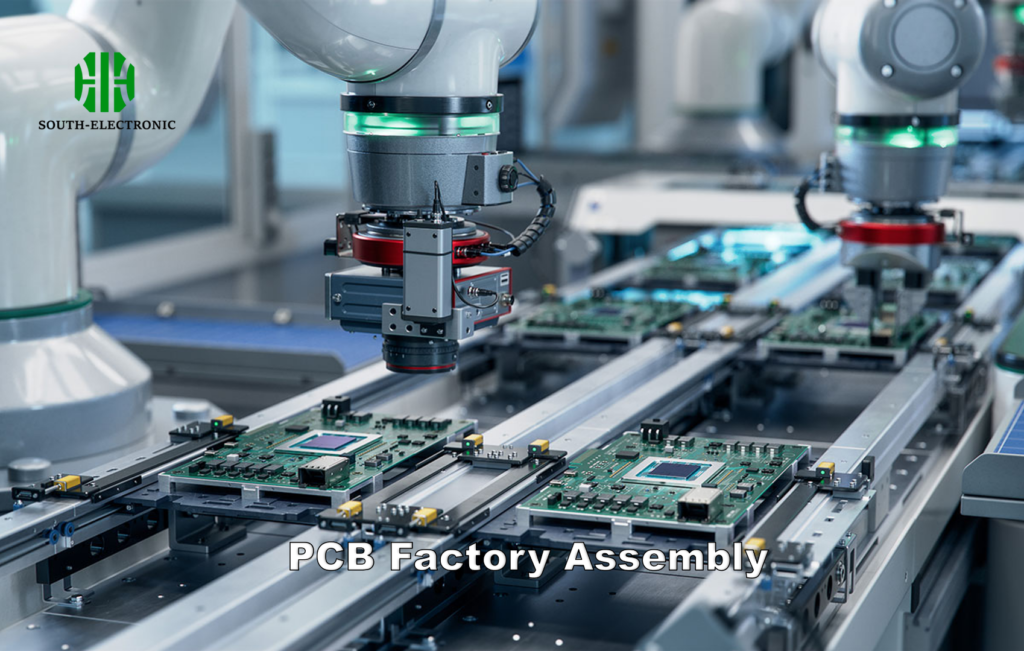
Сборочные станки зависят от точности. Принтеры для нанесения паяльной пасты наносят крошечные количества. Деформированные платы создают неравномерный контакт с трафаретом. Мы видим это по данным 3D-контроля паяльной пасты. На некоторые области наносится слишком мало пасты.
Установщики компонентов работают по-другому. Роботы устанавливают мелкие детали на высокой скорости. Коробление смещает заданные положения. Сопла не могут адаптироваться к изогнутым платам. Точность установки значительно снижается. Системы машинного зрения компенсируют это лишь частично.
Печи оплавления создают более серьёзные проблемы. Паяльная паста неравномерно плавится на изогнутых платах. Термодатчики отслеживают температуру поверхности. Деформированные участки нагреваются медленнее. Более холодные участки образуют неполные соединения, называемые «надгробным камнем». Рентгеновские лучи позже выявляют эти дефекты.
Тестовые приспособления также требуют плоских плат. Пружинные контакты должны плотно прилегать к тестовым площадкам. Коробление препятствует надёжному соединению. Мы получаем ложные сообщения об ошибках. Это приводит к задержкам в производстве.
Заключение
Раннее тестирование коробления печатных плат предотвращает дорогостоящие ошибки. По возможности отбраковывайте деформированные платы. Интеллектуальное производство предотвращает коробление до его начала. Поддерживайте плоскостность на протяжении всей сборки для обеспечения высочайшего качества.

