
Ваши печатные платы не проходят испытания на надёжность? Некачественная обработка отверстий после сверления может незаметно снизить качество сигнала и качество связи. Не рискуйте, когда простые шаги могут предотвратить дорогостоящие ошибки.
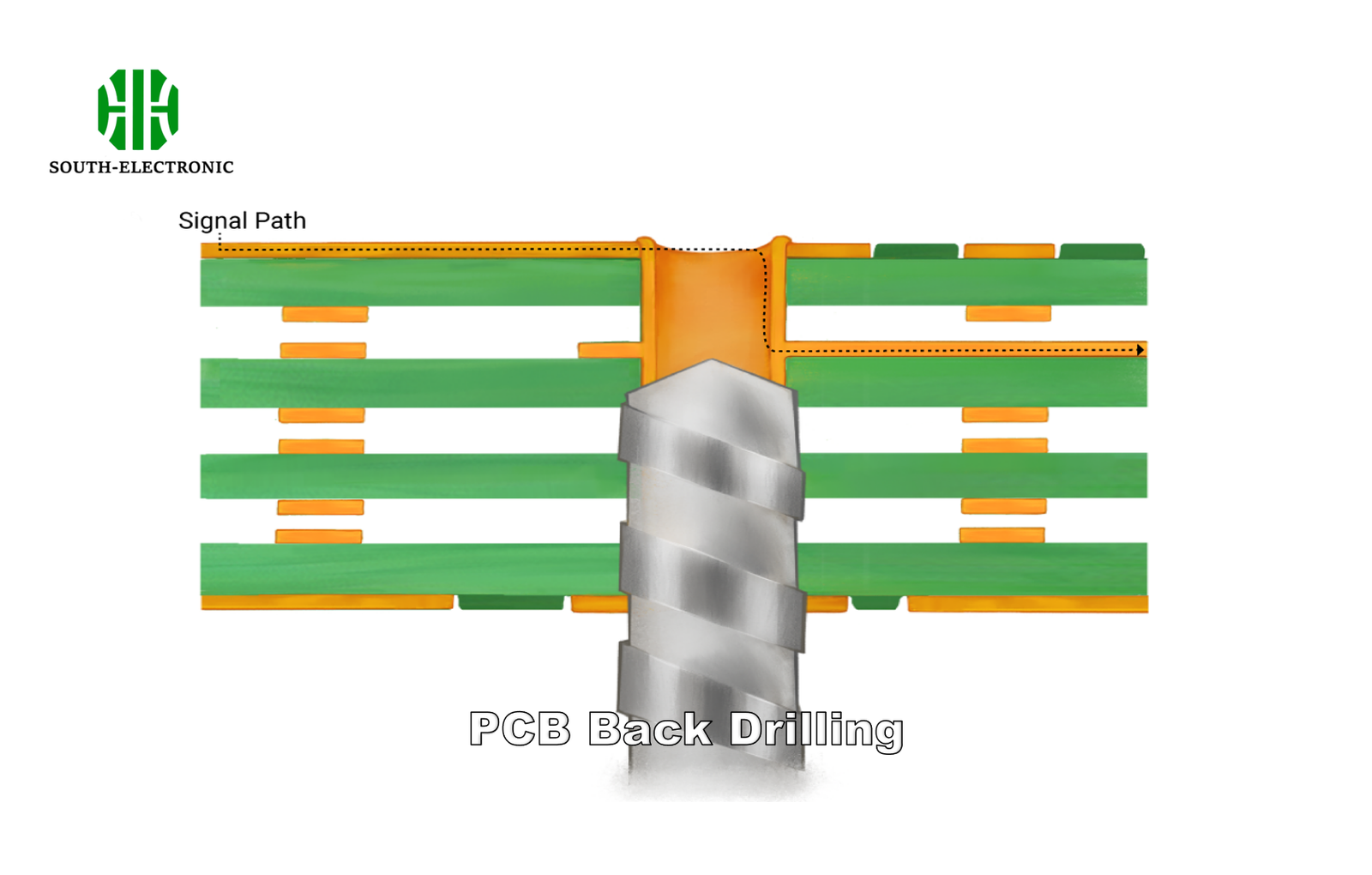
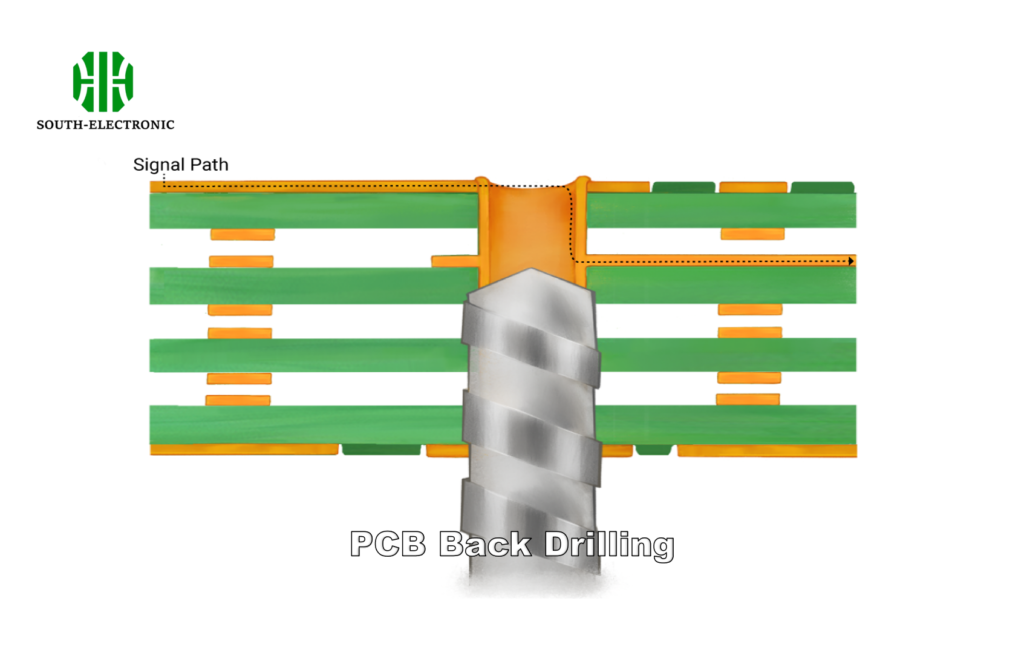
Процессы после сверления печатных плат включают удаление заусенцев для удаления медных заусенцев, очистку от остатков эпоксидной смолы и обратное сверление для улучшения целостности сигнала. Эти важные этапы очищают и подготавливают стенки отверстий для гальванизации, обеспечивая надёжные электрические соединения в многослойных платах.
Понимание этих основополагающих процессов поможет вам избежать производственных дефектов. Теперь рассмотрим конкретные проблемы, влияющие на результаты сверления в современной электронике.
Каковы ключевые факторы, влияющие на точность сверления печатных плат?
Вы когда-нибудь тратили платы из-за несовпадения отверстий? Точность сверления зависит от нескольких взаимодействующих факторов, которые многие инженеры упускают из виду. Учитывайте эти факторы, чтобы оптимизировать процесс изготовления.
Точность сверления в первую очередь зависит от стабильности станка, состояния инструмента, характеристик материала и параметров процесса, таких как скорость подачи. Контроль этих параметров предотвращает нежелательные отклонения положения отверстий и обеспечивает правильное совмещение слоёв.

Почему параметры сверления важны
Сверление печатных плат — это не только пробивка отверстий. Критические параметры влияют на точность попадания отверстий в цель. Состав материала — на первом месте — для более твёрдых оснований требуются специальные сверла. Калибровка станка не менее важна; регулярные проверки предотвращают дрейф положения. Износ сверла приводит к изменению диаметра, поскольку инструмент затупляется после нескольких отверстий.
Экологические факторы также влияют на результаты. Колебания температуры немного расширяют платы, а влажность разбухает стеклопластик. Чистота тоже важна; накопление пыли смещает положение сверла. Балансировка всех элементов обеспечивает стабильную регистрацию.
| Фактор | Влияние | Метод контроля |
|---|---|---|
| Износ сверла | Уменьшение диаметра отверстия ±0,02 мм | Заменить после 300–500 проходов |
| Скорость вращения шпинделя | Образование заусенцев | Поддерживать диапазон 60 000–120 000 об/мин |
| Скорость подачи | Изгиб/поломка сверла | Использовать соответствующий материал со скоростью 1,5–6 м/мин |
| Тип материала | Износ инструмента | Алмазные сверла для керамики |
| Температура | Расширение платы | ±2°C контроль в цеху |
Однажды я столкнулся с проблемой с прототипом из-за игнорирования проверки износа сверла. После внедрения плановой замены сверл точность совмещения отверстий улучшилась на 27%.
Каковы распространённые дефекты качества стенок отверстий при сверлении печатных плат?
Видите ли вы пустоты в металлизации после изготовления? Дефекты стенок отверстий часто возникают из-за неправильного сверления. Своевременное выявление этих проблем позволяет предотвратить электрические сбои в окончательной сборке.
К основным дефектам сверления относятся выдавливание гвоздей (конические отверстия), размазывание смолы (остатки эпоксидной смолы) и клиновидные пустоты (трещины на стенках). Эти дефекты затрудняют меднение, создавая риски для надежности высокочастотных устройств.

Устранение механизмов разрушения материала
Дефекты качества отверстий возникают из-за физического взаимодействия между сверлами и композитными ламинатами. Размазывание смолы происходит, когда под воздействием тепла во время сверления расплавляется эпоксидная смола, покрывающая медные слои — последующее удаление размазывания обязательно. Выдавливание гвоздей происходит при расширении выходного отверстия, что приводит к образованию отверстий в форме песочных часов, которые ослабляют гальваническое покрытие.
Клиновидные пустоты образуются по-разному. Хрупкие слои препрега разрушаются, а не разрезаются чисто, оставляя микротрещины. Шероховатость часто возникает из-за разрыва стекловолокна вместо его сдвига. Эти условия способствуют образованию кислотных ловушек во время травления.
| Дефект | Причина | Решение |
|---|---|---|
| Смазывание | Чрезмерное нагревание при сверлении | Правильная регулировка частоты вращения и подачи |
| Шляпка гвоздя | Вибрация инструмента на выходе | Поддерживающий материал с подложками |
| Шероховатость | Тупые сверла | Более острые инструменты + материалы на входе/выходе |
| Образование пустот | Силы расслоения | Оптимизированное закрепление стека |
| Конусность | Отклонение сверла | Более жёсткие сверла (из твёрдого сплава) |
Процент отбраковки пустот в сквозных отверстиях снизился с 12% до 3% при использовании свёрл с алмазным покрытием. Испытания материалов показали меньшее количество выдергиваний стекловолокна.
Когда следует выбирать механическое сверление, а не лазерное для печатных плат?
Выбор неправильного метода сверления неоправданно увеличивает затраты. Каждая технология лучше отвечает конкретным требованиям к конструкции. Согласуйте характеристики отверстий с процессом, чтобы оптимизировать как производительность, так и бюджет.
Выбирайте механическое сверление для стандартных отверстий диаметром более 0,15 мм и крупносерийного производства. Лазерное сверление используйте для микроотверстий диаметром менее 0,1 мм, сложных форм или при обработке хрупких керамических подложек, требующих бесконтактного метода.
Развитие микропереходов требует гибридных подходов
Выбор не является бинарным — современные платы HDI часто используют оба метода стратегически. Механическое сверление доминирует над экономически эффективным для традиционных отверстий. Его вращающиеся фрезы эффективно справляются с медными платами. Но с миниатюризацией возникают ограничения: шпиндели физически не могут надежно обрабатывать отверстия диаметром <0,15 мм.
Лазерная абляция решает проблемы микромасштабов, особенно для глухих/скрытых переходных отверстий. CO₂-лазеры быстро обрабатывают органику, а УФ-лазеры обеспечивают более точную резку керамики. Однако для удаления токопроводящих частиц требуются дополнительные этапы очистки. Учитывайте следующие параметры:
| Критерии | Механические | Лазерные |
|---|---|---|
| Мин. размер отверстия | 0,15 мм | 0,05 мм |
| Гибкость материала | Ограничено твёрдостью | Обрабатывает керамику/металл |
| Скорость настройки | 30–60 мин | Минуты |
| Текущие расходы | Сверла (10–100 долларов за штуку) | Обслуживание лазера (2000 долларов в год) |
| Точность | До ±0,025 мм | До ±0,005 мм |
| Производительность | 700 отверстий/мин | 200 отверстий/мин |
Я перешёл на лазерное сверление для плат мобильных датчиков после того, как механические инструменты сломались при сверлении отверстий диаметром 0,08 мм. Это снизило количество отходов на 40% за одну ночь.
Заключение
Освойте сверление печатных плат с контролируемыми параметрами и предотвращением дефектов, стратегически выбирая механический или лазерный метод сверления на основе спецификаций отверстий для получения надёжных и высокопроизводительных плат.

