

В области электронного производства качество печатных плат напрямую связано с производительностью и стабильностью электронных изделий. Травление является ключевым звеном в процессе производства печатных плат, и его качество оказывает решающее влияние на качество всей печатной платы.
От качества травления до промежуточного слоя травления, от чрезмерного травления до укуса антикоррозионной сухой пленки и обслуживания оборудования для травления, любое небольшое отклонение может вызвать ряд серьезных проблем, которые, в свою очередь, влияют на конечный выход и надежность печатной платы. Углубленный анализ различных проблем в звене травления в производстве печатных плат:
-
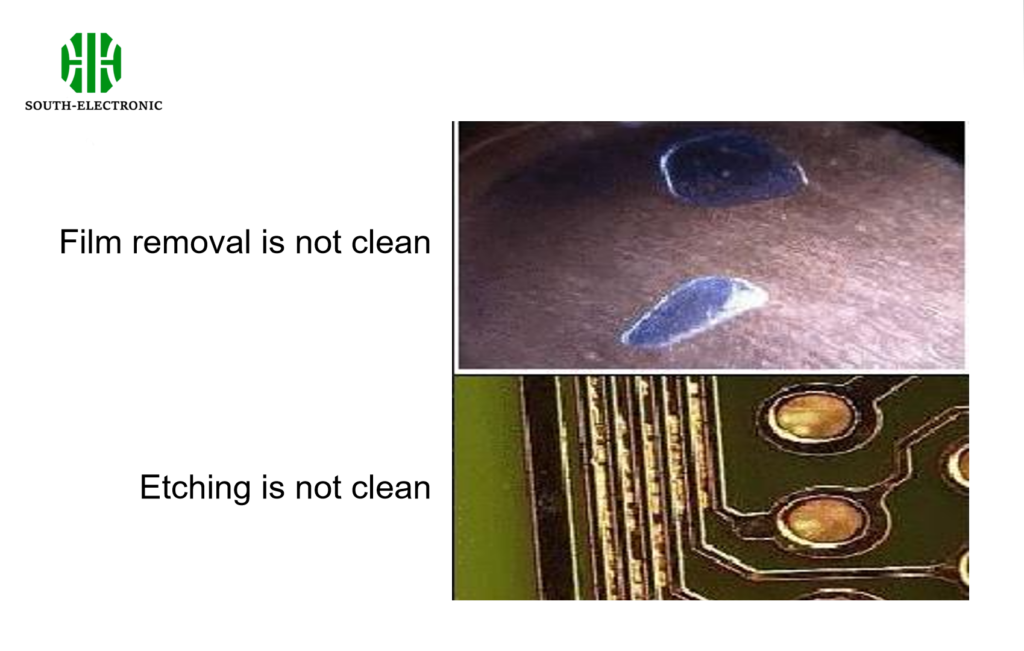
Проблема качества травления: качество травления требует, чтобы все, кроме слоя меди под антикоррозионным слоем, было удалено чисто, включая постоянство ширины провода и степень бокового травления. Если травление не является тщательным или степень бокового травления не контролируется должным образом, расстояние между линиями станет уже или даже закоротится.
-
Проблема травления между слоями: когда толщина слоя гальванопокрытия больше толщины сухой пленки, это может привести к неполному травлению и вызвать аномалии короткого замыкания между слоями. Такая ситуация особенно распространена в изделиях с высокой плотностью разводки.
-
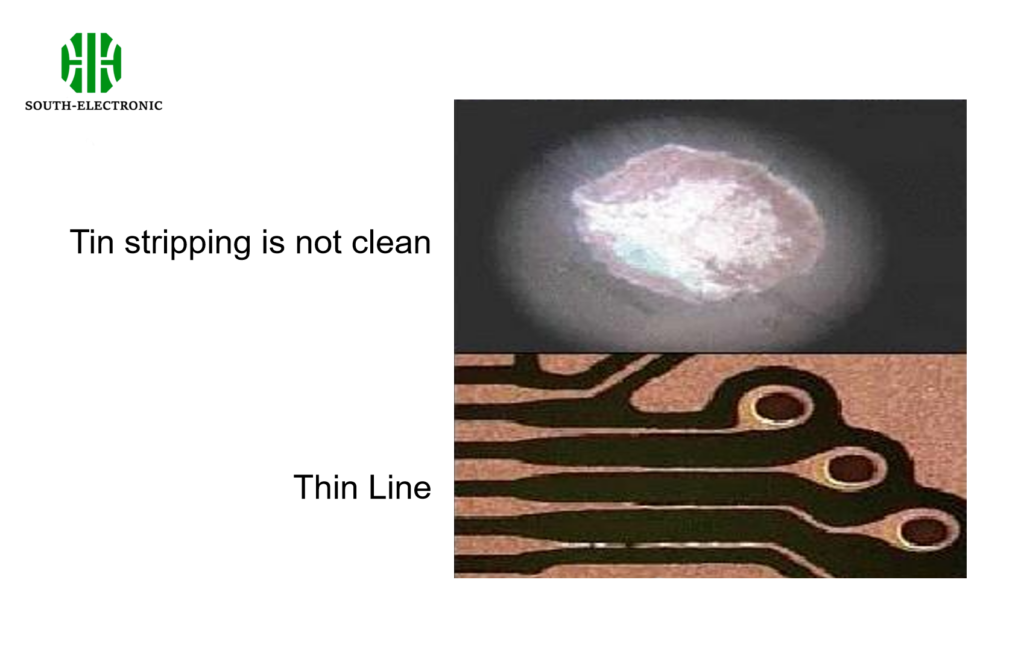
Чрезмерное травление: если травление чрезмерное, линия станет тоньше или даже откроется, что повлияет на целостность схемы.
-
Разрыв сухой антикоррозионной пленки: после того, как сухая антикоррозионная пленка будет разрезанной, это повлияет на целостность схемы и даже напрямую приведет к ее слому, что несет большие риски для стабильности производства и обеспечения качества.
-
Неправильное обслуживание оборудования для травления: недостаточное обслуживание оборудования приведет к неравномерному травлению и браку печатной платы. Поэтому поддержание чистоты оборудования и регулярная замена изнашиваемых деталей являются ключевыми.
Из приведенного выше анализа видно, что гальваническое звено в производстве печатных плат требует строгого контроля параметров процесса и обслуживания оборудования для обеспечения качества и надежности конечного продукта.
Профилактические меры для этих нежелательных явлений включают оптимизацию параметров процесса, усиление обслуживания оборудования и повышение профессиональных навыков операторов.

